
Membru VIP

Roboți de sudură fără programare pentru structuri din oțel
1.1 Prezentare generală a funcției Sistemul este un sistem de dezvoltare independentă, funcția sa principală este de a integra adânc procesul de sudur
Detaliile produsului
1.1 Prezentare generală a funcțiilor
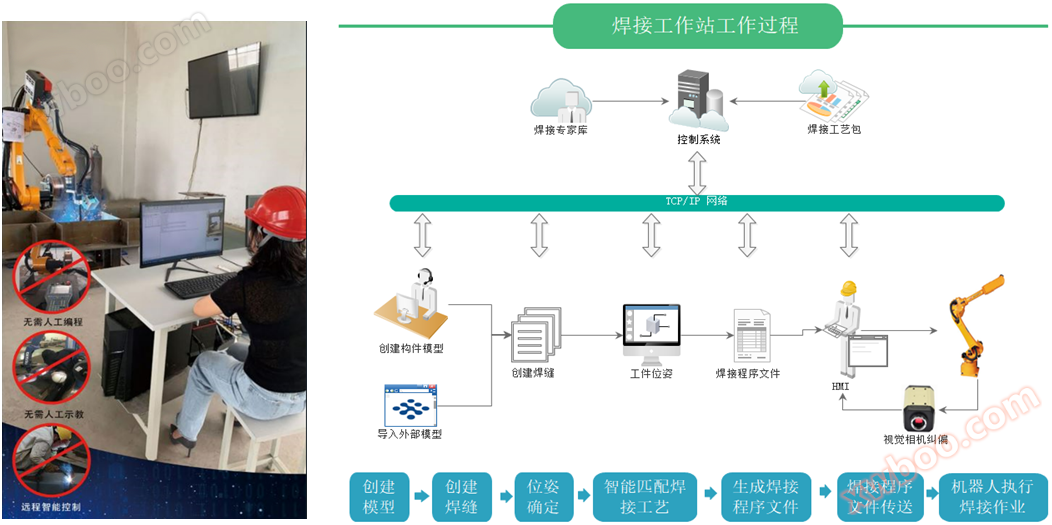
Sistemul este un sistem de dezvoltare independentă, funcția sa principală este de a integra adânc procesul de sudură, re-introducerea modelului tridimensional, prin intermediul sistemului vizual pentru a determina poziția sudurii întregii componente, în funcție de conturul real al poziției în model, generarea automată a procedurii de sudură.
Software implementat în În sistemele PC, sistemele PC pot fi plasate oriunde și pot fi controlate de la distanță prin protocolul TCP/IP, adică pot fi operate direct în birou pentru sudura echipamentelor de teren.
1.1.1 Sistemul poate îndeplini două turnuri pe zi (Fiecare clasă8 ore) funcționează în mod normal și poate menține o precizie stabilă;
1.1.2 desenele de proiectare a stației de lucru, după argumente repetate și design de simulare, puterea de proiectare a fiecărei componente este fiabilă, montajul și întreținerea sunt ușoare, sub premisa de a asigura funcția, pentru a asigura aspectul frumos;
1.1.3 Toate piesele de achiziționare externe pentru echipamentele stației de lucru sunt furnizate de producători renumiți din industrie, calitatea tuturor pieselor de prelucrare a fost controlată strict, rezistența a fost îndeplinită, performanța superioară și mișcarea fără probleme;
1.1.4Unitățile de măsură pentru piesele și instrumentele echipamentelor stațiilor de lucru, precum și pentru toate informațiile de desen, se aplică standardele naționale (GB)standardele; Proiectarea, fabricarea și materialele utilizate pentru toate instrumentele și componentele trebuie să fie în conformitate cuISOșiIECObiectivstandarde corespunzătoare sau echivalente;
1.1.5 Piesele stației de lucru sunt fabricate cu materiale de înaltă calitate, componentele mecanice și electrice alese sunt produse de înaltă calitate și de încredere;
1.1.6 frontul robotului are senzor anti-coliziune, care poate proteja în timp util în caz de coliziune, în același timp, în funcție de cerințe, poate fi configurat sistemul automat de tăietare a pistolului și sistemul automat de îndepărtare a prafului;
1.1.7 funcții de sudură inteligente, cum ar fi interacțiunea vizuală a stației de lucru, acționarea modelului 3D, calea de sudură de planificare inteligentă, calea de corectare a scanării vizuale, parametrii de potrivire și crearea automată a programelor de sudură din biblioteca de proces.
1.1 Tipul de structură și modul în care funcționează sistemul recomandat
1.1.1 Tipul H de oțel grămadă grămadă, grămadă principală a structurii plăcii de armament folosește tipul H de oțel mașină de pornire cu un singur clic pentru a lucra, intervenția umană este foarte mică, cea mai mare eficiență de lucru, operatorul poate funcționa mai multe mașini de lucru;
1.1.2 tipul H coloane din oțel, traversele de acoperiș, plăcile interne de consolidare a structurii de cutie și custurile principale de sudură și alte tipuri de structuri mai multe produse, care folosesc o modalitate de interacțiune vizuală om-mașină pentru a lucra, operatorul poate lucra cu mai multe mașini;
1.1.3 placi de pod, compartimente de tip cutie mare și alte structuri, datorită sudurii mai lungi, numărul redus de tipuri de suduri, utilizarea modelului pentru sudură, intervenția umană mai puțină, eficiența de sudură ridicată, operatorul poate funcționa mai multe mașini;
1.1.4 Sistemul inteligent de titan este un sistem complet, sistemul sprijină diferitele moduri de lucru de mai sus, alege modulul potrivit pentru a lucra în funcție de nevoile reale de utilizare, pentru a îmbunătăți eficiența producției.
Sistemul MES
1.5 Caracteristici ale sistemului:
a) împărtășirea datelor despre modelele de fabrică pe baza tehnologiei de internet.
b) Managementul procesului de producție, care poate integra fiecare etapă a procesului de producție în procesul de management
c) Integrarea și îmbunătățirea eficienței generale a operațiunii proiectului, în timp real, dinamic și real, pentru a atinge participarea tuturor la management
d) Procesul, departamentul, grupul și permisiunile pot fi complet personalizate
e) Informații despre fluxul de proces pentru împingerea în timp real
f) Planificarea automată în funcție de ritmul de producție
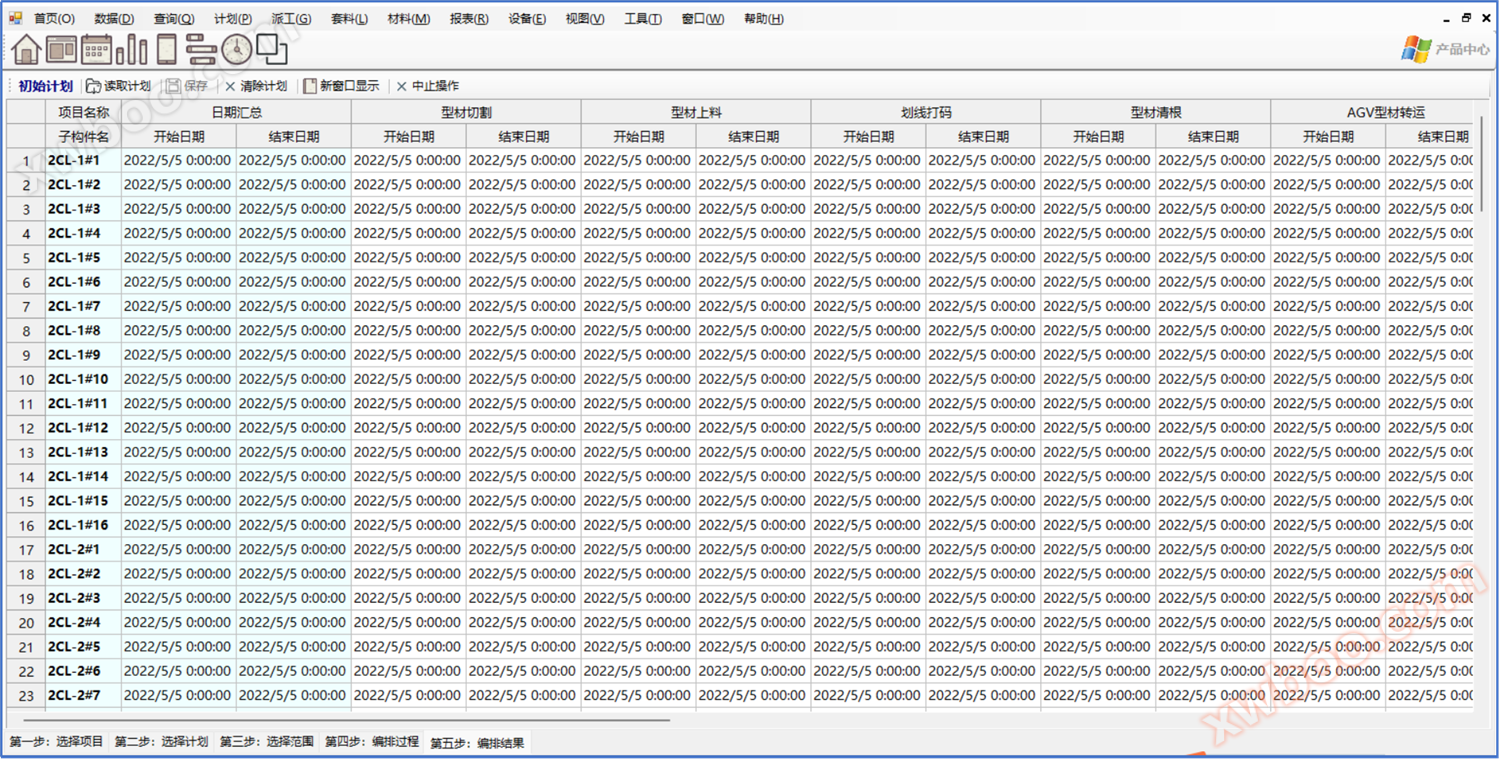
1.1.6 Modulul de planificare: înainte de a începe punerea în aplicare a sarcinilor de producție, MES generează un plan de lucru zilnic pentru fiecare stație și piese suplimentare în funcție de cerințele proiectului și de planificarea automată a ritmului de producție al atelierelor și stațiilor de lucru.
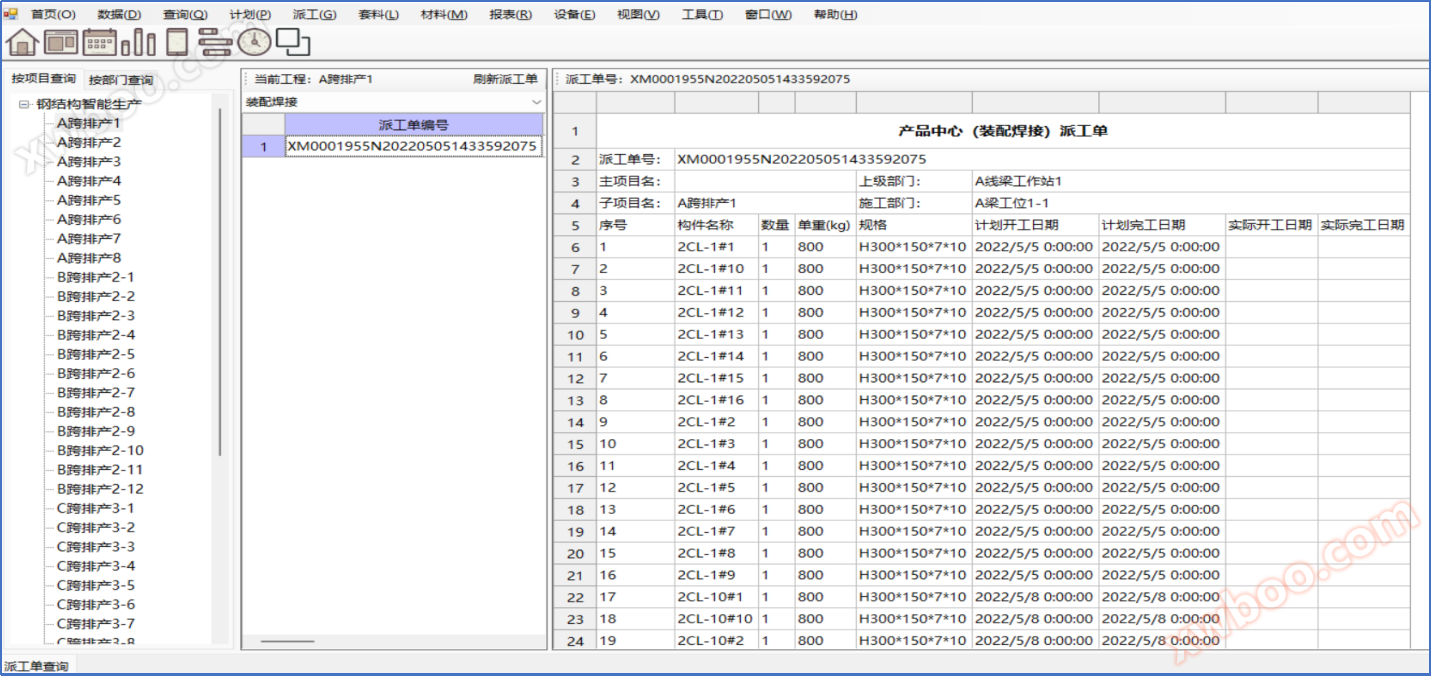
Module de distribuire: generează sarcini specifice de lucru în funcție de cerințele proiectului și de ritmul de producție al atelierelor și stațiilor de lucru.
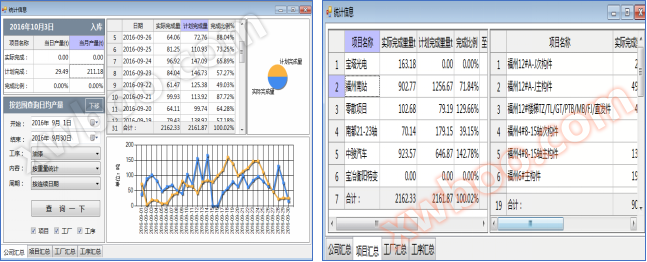
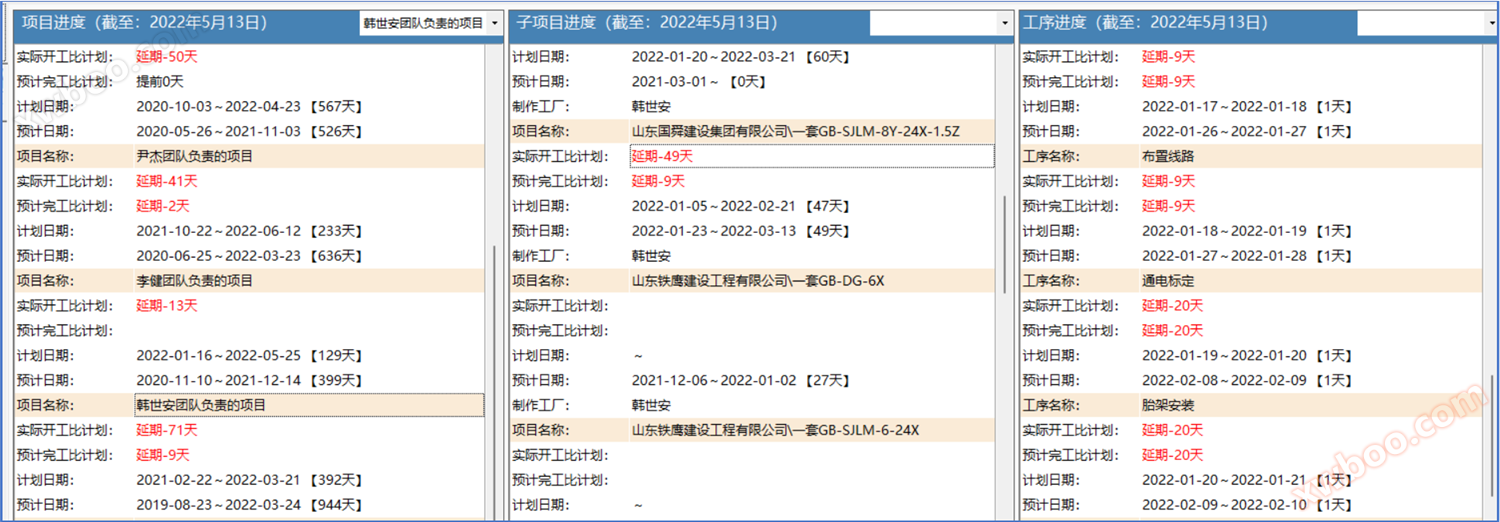
Modulul de statistică: poate consulta datele generale ale companiei, datele statistice ale proiectului, datele statistice pe bază de fabrică, datele statistice pe bază de proces.
2. Programul proiectului
2.1 Tipuri de produse
1.1 Dimensiunile structurii
|
Numărul de serie |
Produse |
Înălțime |
Lățime |
Lungime (dublă) |
|
1 |
Oțel tip H |
Înălțimea aripilor≤0.8m |
≤1.2m |
≤12m |
|
2 |
Alte produse |
Înălțimea panoului≤0.5m |
≤1.2m |
≤12m |
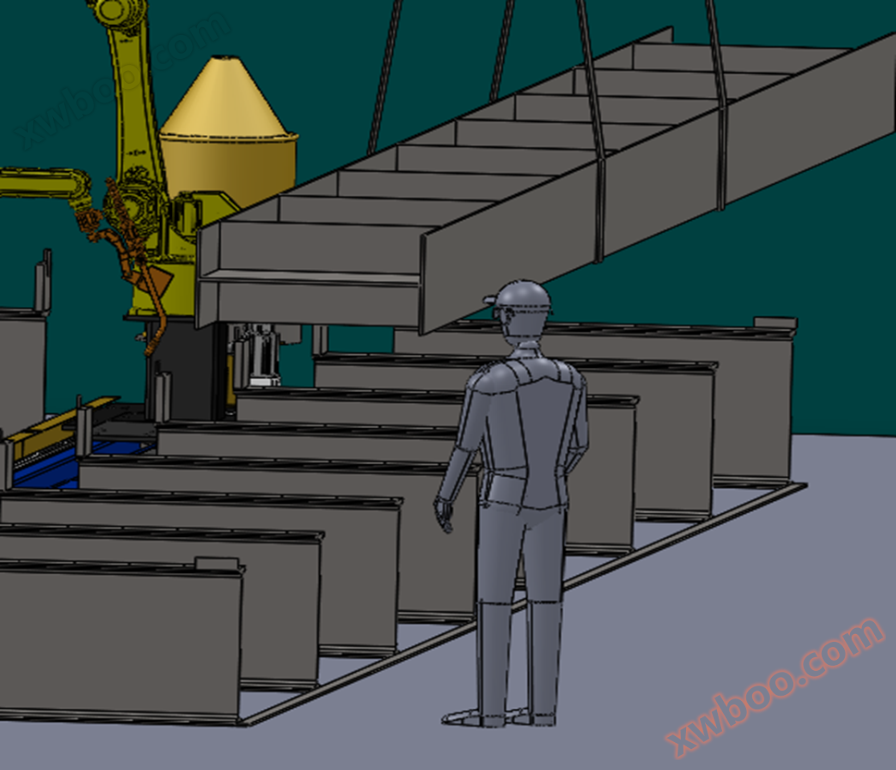
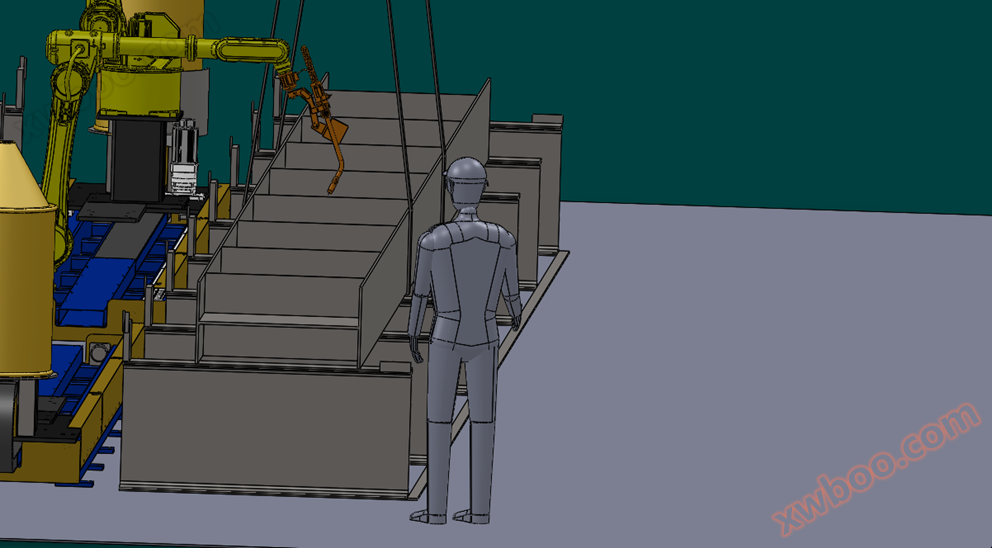
2.1.2 Fotografii tipice ale produselor utilizatorilor


2.1 Hartă globală
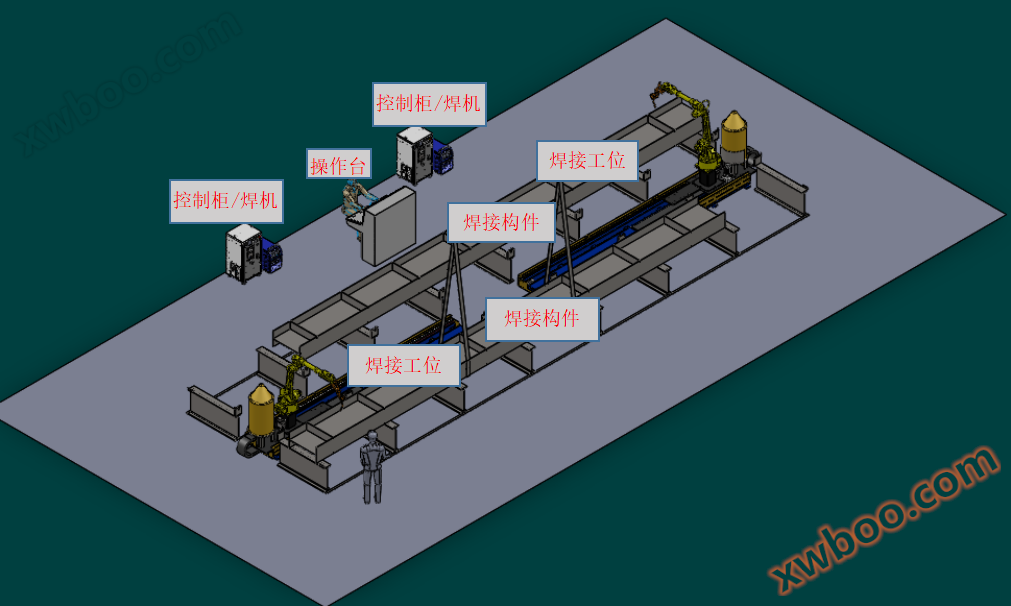
Planificare fațadă
Fluxul de lucru (modelat)
2.2.1 Transportarea manuală sau a lanțului de transport a componentelor care urmează să fie sudate către un raft de lucru aproape de punctul P de poziționare
2.2.2 (simultan sau în avans) operatorul rotește modelul în mod coerent și creează noduri în funcție de numărul de componentă și modul în care componenta este plasată
2.2.3 În cazul în care deviația de plasare este prea mare, mai întâi se identifică punctul P cu aparatul de fotografiat.
2.2.4În cazul în care poziția este aproape, operatorul încărcă direct modelul pentru a începe scanarea (în acest caz, operatorul poate ridica un alt element la a doua stație de echipament sau la o altă stație a echipamentului pentru a face acest lucru).
2.2.5După scanare, sistemul pornește sudura
2.2.6Întreaga sudură a componentei se termină și componentele sunt transportate la stația de lucru ulterioară.
2.2.7Operatorul poate lucra cu mai multe echipamente
2.2.8În cazul în care nu există un model de componentă, se poate utiliza o modalitate interactivă vizuală de operare a sudurii echipamentului, după ce componentele sunt plasate pe raft, operatorul utilizează camera pentru a face fotografii cu părțile de sudură necesare, potrivirea procesului și începerea sudurii de scanare. Operatorul are o sarcină de lucru relativă mai mare decât modelul de conducere.
Cerere online
-
Contacte
-
Companie
-
Telefon
-
Email
-
WeChat
-
Codul de verificare
-
Conținut mesaj
-